設備描述:
和面饅頭成型一體機是我公司經過廣泛市場調研,經反復試驗、研究而精心設計的一款商用廚房設備,直連體式的集和面和饅頭成型為一體的加工設備。產品功能包含和面、輸面、饅頭制作成型,其安裝、拆卸方便,易于清理;成型過程中實現二次和面,使和制的面團更加均勻;釆用變頻調速機構,可調整面團輸出量與成型速度;生產效率高,節省人工;生產的饅頭表面光滑、白度好,口感筋道,提高了饅頭品質,通過配置輸面機及輸送提升機,使用性能更好。適用于學校、機關、企事業單位食堂、面食加工企業、個體加工戶制作饅頭。
結構組成:
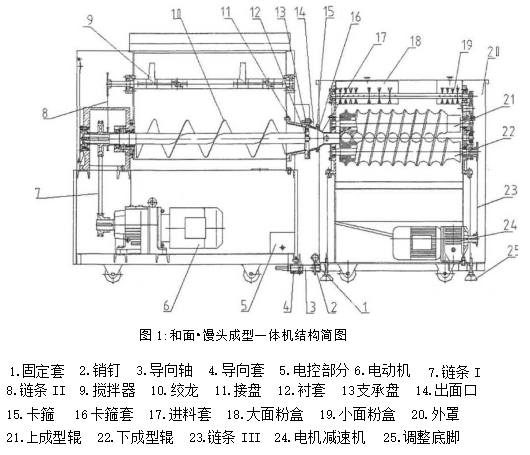
該機主要由和面、輸面部分、成型部分、傳動部分、電器控制部分等組成。
機型特點:
1.集和面與成型為一體。
2.節省人工,生產效率高。
3.雙變頻調速。
4.制作的饅頭口感勁道,表面光滑。
5.和面、輸面部分的傳動釆用硬齒面齒輪減速機、鏈條傳動相結合。
6.成型部分的傳動釆用直聯式齒輪減速機與鏈條傳動相結合。
7.電器控制部分釆用低壓電器控制,安全可靠。
安裝與調試:
4.1使用前的準備和檢查
4.1.1認真檢查機器運輸過程中是否損壞,緊固件是否有松動,電線是否完好,和面、輸面部分與成型部分有無異物并及時清理。
4.1.2固定布線安裝過電壓等級(觸點斷開距離≥3mm)的全極斷開裝置,并應安裝漏電保護器,其漏電電流動作值為30mA,動作時間≤O.1秒。
4.1.3將機器安放在干燥的水平地面上,確保機器工作平穩、可靠。安裝時,首先將導向軸安裝在成型部分底部的固定套內,并用銷釘固定,將和面部分與成型部分靠近,使成型部分的導向軸與和面部分的導向套導向孔對正,和面部分與成型部分在導向軸與導向孔的作用下自動調正,當兩部分相互接近時,視進料套與出面口同心情況,適當調整成型部分底部的調整支腳,使進料套與出面口基本同心,用卡箍將成型部分的卡箍套與和面部分的出面口緊固,將銷釘插入底部導向套內,適當調整成型部分底部的調整支腳以穩固成型部分。
4.1.4找專業電工檢查電源電壓是否與本機使用電壓相符,把帶有接地符號的黃綠雙色線可靠接地,把其余三條線芯分別接到斷路器(建議3?380V配25A)斷開時的引出線端子上。為確保安全,必須將機器可靠連接地線,并在機殼外部等電位標識處用銅芯導線與其它機器等電位接線柱可靠連接(連接線用2.5mm2-6mm2)。
4.1.5等電位標志:標識那些相互連接后使設備或者系統的各部分達到相同電位的端子,這并不一定是接地電位,如局部互連線。
4.1.6接通電源,電源指示燈亮,按下和面輸送機上的“和面”按鈕,絞龍(攪拌器)轉向符合轉向標識的方向旋轉為正確,否則調整電源接線。旋轉和面輸送機上的變頻器旋鈕時,絞龍的轉速應有快慢變化,旋轉成型機上的變頻器旋鈕時,成型輥轉速應有快慢變化;減速機轉向符合轉向標識方向的旋轉為正確,否則調整電源接線。
4.1.7空載運轉無異常后方可試機生產。
▲機器在運轉過程中,嚴禁將手及其它異物放入和面斗內及上下成型輥之間,以免產生人身安全隱患或損害機器。
4.2使用
4.2.1標牌各名稱及功能:
A:“停止”:按動和面輸送機上此按鈕,和面輸送機停止運轉;按動成型機上此按鈕,成型機停止運轉;
B:“和面”:按動此按鈕,和面輸送機絞龍(攪拌器)按箭頭標識的旋轉方向運轉,進行和面過程;
C:“輸面”:按動此按鈕,和面輸送機進行輸面過程;
D:“啟動”:按動此按鈕,成型機電動機按箭頭指示旋轉方向運轉。
4.2.2接通電源,指示燈亮,試運轉無異常后,先將待和制粉料倒入面斗內,按動和面輸送機上的“和面”按鈕,再倒入添加劑或溶有添加劑的水或其他液體(和好的面團應軟硬適度,建議面水比1:0.4-0.45,單相電源時面水比1:0.42-0.45,根據面粉干濕度確定加水量)緩緩加入面斗內,(注意:往面斗內加水或其他液體時應盡量倒入面斗左端,以防從右側漏水或者堵塞出面口!)將面斗蓋蓋嚴,待面團和好后(一般情況下,和面時間為5?6分鐘,用戶可自行掌握),按“停止”按鈕(和面停止前將變頻器調至<30Hz),和面輸送機停止運轉。
注意:和面過程中,禁止使用“輸面”功能,以防干面粉輸入出面口內,影響輸面過程。
4.2.3成型機規格:有5頭、6頭、7頭、8頭、9頭、10頭/500克干面粉,應明確本成型機規格(例:6頭即6個饅頭坯重量675?725克)。
4.2.4在成型機的大、小面粉斗內分別加入適量干面粉,先按動成型機上的“啟動”按鈕,成型機電動機按箭頭指示旋轉方向運轉,再按和面輸送機上“輸面”按鈕,面團在絞龍的輸送壓力下通過接盤、出面口、調整軸、進料套輸送入上、下成型輥之間,面團在上、下成型輥的作用下被揉搓成大小一致、表面光滑的圓形饅頭坯,通過成型輥后部的出料口滾落輸出到機體外部。
4.2.5調試:該機出廠前,饅頭成形已經用面團試驗調整好,一般情況下無需進行調整。如出現饅頭計量、“小尾巴”等問題,請按照以下的方法進行調整。
① 饅頭大小調整:若明顯超大,可旋轉和面輸送機變頻器旋鈕來調慢絞龍輸面的速度,并順時針旋轉調整手輪,適當減小輸面量;也可旋轉饅頭成型機變頻器旋鈕來提高成型輥轉速,并順時針旋轉調整手輪,適當加快饅頭成型速度。待正常出饅頭(大約20個)后,按機器規定數目進行稱量,看是否達到成型機規定的計量規格,再視情況作出適當調整。根據面團軟硬及饅頭規格調整變頻器調速旋鈕,建議和面輸面部分調整在26?40 Hz為宜,面團較硬或生產饅頭規格較大時取較大值,反之取較小值;成型部分頻率調整在40?50Hz,面團較硬或生產饅頭規格較大時取較小值,反之取較大值;
② 饅頭“小尾巴”的消除:前面有“小尾巴”時,請仔細觀察饅頭(額定大時)在圓弧槽內向前運動過程中兩輥脊處是否研面,若看到研面,視為“前研”,先按和面輸送機上的“停止”按鈕,和面輸送機停止運轉,待饅頭出完后(否則粘輥),按成型機上的“停止”按鈕,機器停止運轉;打開右側門,用粉筆或記號筆在齒輪套和上輥齒輪的騎縫處任意畫一線(通過它確定微調量),然后松動調節螺栓(參見圖2),將上成型輥順時針旋轉,再看粉筆線的相對位置,微調(l-2mm)后緊固螺栓;先后按成型機、和面輸送機上的“啟動”按鈕,機器運轉,出饅頭正常后觀察饅頭前面“小尾巴” 是否消除,同時再觀察兩輥脊處是否還研面,若還研面,說明還需要同方向微調;若前面不研面,但饅頭前面仍有“小尾巴”說明滾子后面研面,視為“后研”,說明調整量過大,應反方向微調,即將上成型輥逆時針旋轉適量,反復調整至“小尾巴”消除為止。
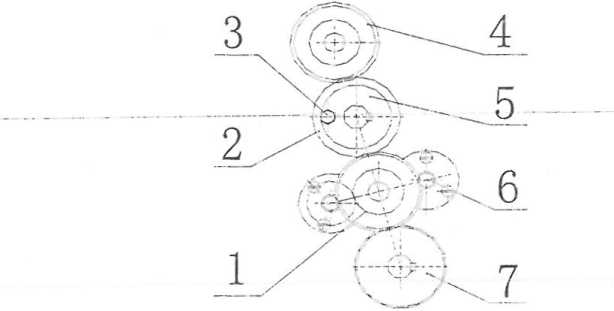
圖2成型調整結構示意
1.右齒輪I 2.上輥齒輪3.調節螺栓4.右齒輪5.齒輪套6.小齒輪7.下輥齒輪
③ 計量達標后,觀察饅頭的前面是否光滑(饅頭后面“漩渦”狀的缺陷是由饅頭成形原理決定的,擺放時,可使其朝下),缺陷不多于2處為宜,滿足以上的要求后可進行正常工作。
4.2.6生產饅頭坯時,應先按下成型機“啟動”按鈕,再按下和面輸送機“輸 面”按鈕;需停機時,應先按下和面輸送機“停止”按鈕,再按成型機“停止”按鈕。
4.2.7清理:機器用完后,需對機器出面口內、接盤內、進料套內的剩余面團和落下的面粉進行清理,完成以下清理工作,清理時,應先切斷電源。
① 剩余的面團清理:拆卸順序,將卡箍上的螺栓松開,拆下卡箍,使出面口與進料套脫開,將導向套上的銷釘拔出,向遠離成型機方向推動和面輸送機,和面輸送機與成型機脫開,取出出面口、進料套清理內部余面。清理完成,按后拆先裝的順序將各零件安裝到位;
② 活動擋板的清理:將活動擋板從成型輥底部取出,將工作時落在其內的面粉清理干凈;
③ 用木質的板鏟將成型輥表面粘上的面清理干凈;
④ 將上蓋蓋好,把順饅頭的導料槽(出料口)掀起,使彈性定位銷釘將導料槽卡住,再將活動擋板安裝到成型機前部。
常見售后問題及解決方案:
故障現象 | 原因分析 | 排除方法 |
面團粘成型輥 | 面團太軟或太粘 | 1. 成型輥表面撒適量干面粉 2. 面斗內加入適量干面粉 3. 適當降低輸面絞龍運轉頻率,減小輸面量,或適當增加成型部分頻率,提高成型速度 |
饅頭大小不均勻 | 1. 輸面量不夠 2. 面團太硬 | 1. 適當提高輸面絞龍運轉頻率,增大輸面量,或降低成型部分頻率,降低成型速度; 2. 增加和面時的加水量,加長和面時間,使和面均勻。 3. 建議配置輸面機及輸送提升機 |
饅頭有“小尾巴” | 1. 饅頭不是額定大 2. 兩成型輥相對位置不正確 | 1. 調至額定大小 2. 按操作要求進行調整 |
生產能力低于額定 能力 | 電源電壓低于額定電壓 | 檢查并調整電源電壓 |
設備結構示意圖:
設備實拍圖



